



Shielding gas supply for high-speed laser welding
02.04.2020

The technical application of dynamic gas flow for optimal high-speed laser welding is being pursued as part of a research project.
 Modern fibre laser sources enable very high welding speeds where optimal shielding gas guidance is no longer possible in the conventional way. In order to achieve improvements here, the technical approach of using dynamic gas flow is followed.
Modern fibre laser sources enable very high welding speeds where optimal shielding gas guidance is no longer possible in the conventional way. In order to achieve improvements here, the technical approach of using dynamic gas flow is followed.
In 2018, RJ Lasertechnik started the construction of a new protective gas nozzle in cooperation with an engineering office.
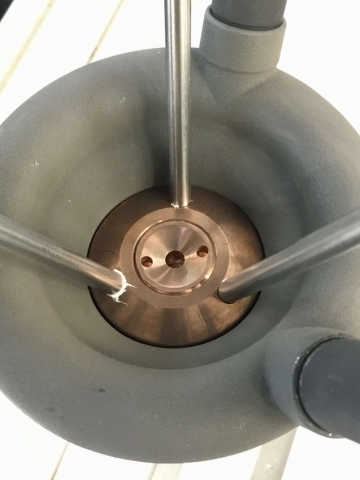
A highly complex nozzle contour with 3 feeds for protective gas is guided over the workpiece coaxially to the laser beam. The main gas flow, typically argon, is set in rotation via tangential inflows and flows conically below the nozzle onto the workpiece surface. The outflow speed is set higher than the intended linear feed during the welding process. Only protective gas can flow over the workpiece surface, and the atmospheric oxygen is completely displaced in the protective gas cone. The rotation of the gas flow allows the nozzle to be moved in all directions of the plane coordinate system with the same protective effect.
A second gas flow is directed in the opposite direction from the nozzle in the direction of the laser optics in order to prevent oxygen from being sucked in. Since the gas nozzle is in the immediate vicinity of the focal point, an additional protective glass as a nozzle seal is not effective.
The third gas stream is added to the main stream. The weld pool formation can be influenced here, for example, by means of suitable mixed gases. A suction nozzle, which is also constructed with a circular flow and is arranged around the protective gas nozzle, can absorb and discharge the smoke and exhaust gas flows that arise.
The first attempts from spring 2019 were so promising that the patent application was submitted in summer 2019. In the course of 2020, the tests and optimisations in use on the new scanner welding system will be continued. The aim is to achieve improvements in the welds of the titanium components in terms of warpage and processing time.